

之前小编和朋友们简单分析过《等离子切割机和激光切割机有什么不同?》,这次就来将两者PK一下,到底孰优孰劣呢?相信看了下面的分析,您的心中一定会更加清晰明白,对于自己的选择也会更加心中有数。好了,下面就请专业的浙江数控切割机厂家技术顾问来专门分析吧!
数控等离子切割机VS激光切割机
首先用户在选购机型前需要从自身的角度出发,了解自身的需求,从哪些方面考察,首先需要明确的是加工的材料类型、工件的形状、材料的厚度以及加工精度、加工效率等方面综合考察选择出合适自身需求的设备。希望对用户在选购过程中有一个参考。
在金属切割中,激光切割和数控等离子切割两大工艺,在汽车、机车、船舶、压力容器、化工机械、核工业、通用机械、工程机械、钢结构、纺织、石油等各行各业应用非常广泛。那么,用户在选购切割设备的时候,究竟是选择激光切割机呢,还是选择等离子切割机呢?请跟随浙江腾特科技的脚步从各自的原理、特点、应用范围以及各自的前景来讲解两者之间的差别。
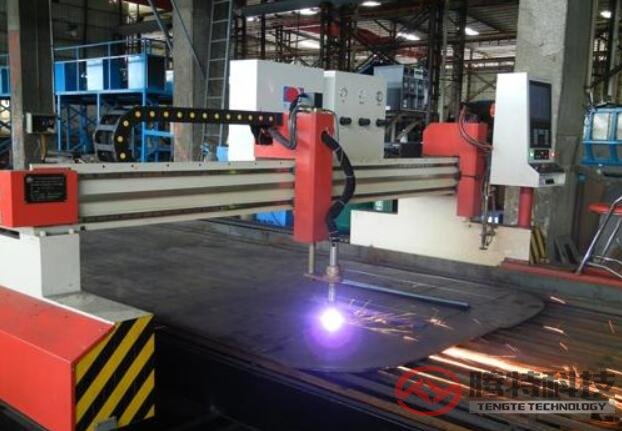
一、等离子切割的原理、特点与适用范围

等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割范围宽,可切割一切金属板材和许多非金属材料,以中厚板切割为主,切割厚度可达50mm。在水下切割能消除切割时产生的噪声,粉尘、有害气体和弧光,有利于环境的保护,符合21世纪对环保的要求。等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳。
等离子切割的主要优点在于切割厚度大的金属工件,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。等离子切割可采用的工作气体(工作气体是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
激光切割的原理、特点与适用范围:激光切割的原理是,激光通过激光器产生后由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(表面)受到能量密度极大的热能而温度急剧增加,使该点因高温而迅速的汽化或者融化,配合激光头的运行轨迹从而达到加工的目的。激光具有几乎无发散的方向性,具有极高的发光强度,具有高相干性、高强度性、高方向性,因而切割速度快、精度高、切割断面质量好、切割缝隙窄、切割质量好。例如,高功率激光切割机切口宽度窄(一般为0.1--0.2mm)、精度高(0.01--0.02mm)、切口表面粗糙度好(一般Ra为6.5—12.5μm),切缝一般不需要再加工即可焊接。切割速度快,例如切割薄碳钢速度可达10m/min以上,激光切割热影响区小,变形极小,切割时清洁、安全、无污染,大大改善了操作人员的工作环境。
| 「数控激光切管机」电话:18658608009
| (备注:出于传播信息、交流知识的目的,本栏目部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)


 厂家客服
厂家客服